


一种用于自动化焊接的机器人工作站
技术领域
本申请涉及智能焊接机器人技术领域,具体地,尤其涉及一种用于自动化焊接的机器人工作站。
背景技术
盾构机作为重大的工程机械装备,已广泛应用于地铁隧道、公路隧道及城市管网
隧道的掘进施工。盾构机是集机、电、液为一体的高新技术产品,其制造过程也较复杂,尤其
是盾构机的主要钢结构零部件,例如变速箱、管片拼装机,此类零部件尺寸大,体积大、重量
大,常采用焊接方式进行加工制造。
目前,变速箱、管片拼装机的焊接基本上是通过人工手工焊接来完成,然而,在该
操作工程中,由于电、光、热辐射及粉尘及有害气体,对人体造成直接伤害,虽然作业人员配
戴有必要的防护,但伤害仍不能完全避免。同时,采用人工焊接焊接效率低,焊接人工成本
高,焊接质量不稳定。
因此,提供一种用于自动化焊接的机器人工作站,优化焊接质量,提高焊接效率,
节约人力成本,实现变速箱、管片拼装机自动化焊接生产,已经成为本领域技术人员亟待解
决的技术问题。
发明内容
为解决上述技术问题,本申请提供一种用于自动化焊接的机器人工作站,提供一
种用于自动化焊接的机器人工作站,优化焊接质量,提高焊接效率,节约人力成本,实现变
速箱、管片拼装机自动化焊接生产。
一种用于自动化焊接的机器人工作站,包括:地轨和第二地轨;安装于所述第
一地轨上的***弧焊机器人;安装于所述第二地轨上的第二弧焊机器人;控制所述***弧
焊机器人和所述第二弧焊机器人对工件进行焊接的控制系统。
进一步地,在本实用新型一种优选的方式中,用于自动化焊接的机器人工作站还
包括:与***弧焊机器人匹配的自动换枪焊接系统;与第二弧焊机器人匹配的第二自动换枪焊接系统。
进一步地,在本实用新型一种优选的方式中,弧焊机器人和第二弧焊机器人上均设置有喷嘴传感器。
进一步地,在本实用新型一种优选的方式中,弧焊机器人和第二弧焊机器人上均设置有探针传感器。
进一步地,在本实用新型一种优选的方式中,用于自动化焊接的机器人工作站还包括电弧实时跟踪系统。
进一步地,在本实用新型一种优选的方式中,弧焊机器人安装于所述地
轨上具体为地轨上安装有可沿所述地轨移动的外部轴滑轨,外部轴滑
轨与地轨垂直设置;外部轴滑轨上还设置有可沿所述外部轴滑轨移动的第二
外部轴滑轨,第二外部轴滑轨与外部轴滑轨垂直设置,弧焊机器人安装于第二外轴滑轨上。
更进一步地,弧焊机器人滑动安装于第二外部轴滑轨上,弧焊机器人可沿第二外部轴滑轨移动。
更进一步地,第二外部轴滑轨可相对外部轴滑轨转动。
当然也可以是,第二外部轴滑轨在水平面的正投影与地轨垂直。
进一步地,在本实用新型一种优选的方式中,第二弧焊机器人设置于第二地轨上
具体为:第二地轨上安装有可沿所述第二地轨移动的第三外部轴滑轨,第三外部轴滑轨与
第二地轨垂直设置;第三外部轴滑轨上还设置有可沿第三外部轴滑轨移动的第四外部轴滑
轨,第四外部轴滑轨与第三外部轴滑轨垂直设置,第二弧焊机器人安装于第四外部轴滑轨上。
更进一步地,第二弧焊机器人滑动安装于第四外部轴滑轨上,第二弧焊机器人可沿第四外部轴滑轨移动。
更进一步地,第四外部轴滑轨可相对第三外部轴滑轨转动。
当然也可以是,第四外部轴滑轨在水平面的正投影与第二地轨垂直。
本实用新型提供的一种用于自动化焊接的机器人工作站,与现有技术相比,包括:
***地轨和第二地轨;***地轨上设置有***弧焊机器人,第二地轨上设置有第二弧焊机
器人;控制系统控制***弧焊机器人和第二弧焊机器人对工件进行焊接,如此,由于机器人
工作站设置有双工位,工作范围更大,***弧焊机器人和第二弧焊机器人的应用使得工作
站的自动化程度更高,可实现变速箱、管片拼装机的自动化生产,降低了焊接劳动强度;能
实现焊接的不间断生产,有效地提高焊接生产效率,并在一定程度上解决了焊工短缺的问题。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
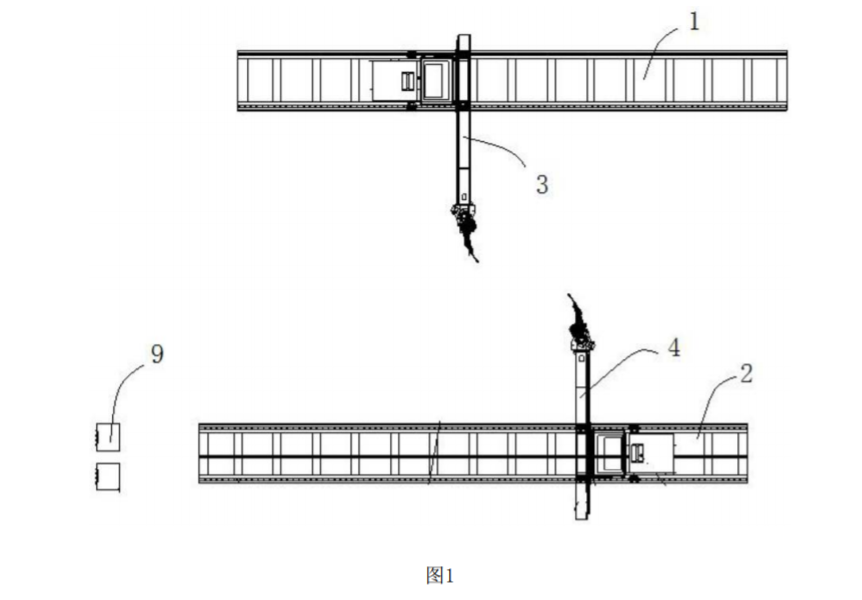
图1为本发明实施例提供的用于自动化焊接的机器人工作站的俯视图;
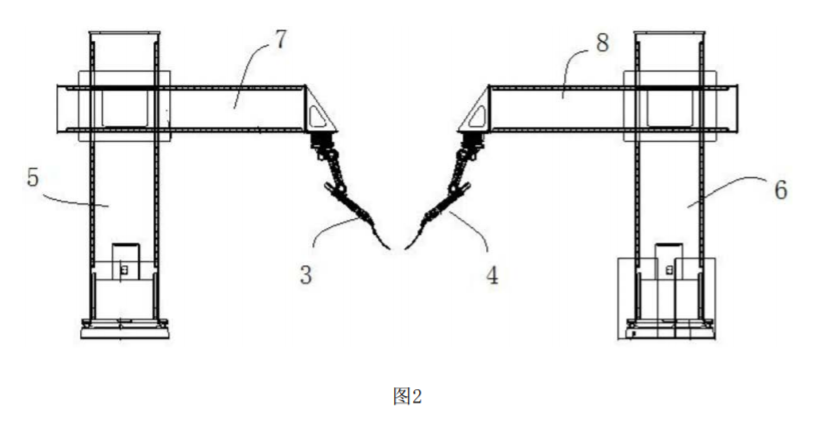
图2为本发明实施例提供的用于自动化焊接的机器人工作站的侧视图。
具体实施方式
为了使本领域的技术人员更好地理解本申请中的技术方案,下面将结合本申请实
施例中的附图对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例
仅仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通
技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范
围。
请如图1至图2所示,本申请实施例提供一种用于自动化焊接的机器人工作站,包
括:用于自动化焊接的机器人工作站,包括:***地轨1和第二地轨2;设置于***地轨1上的
***弧焊机器人3;设置于第二地轨2上的第二弧焊机器人4;控制***弧焊机器人3和第二
弧焊机器人4对工件进行焊接的控制系统9。
本实用新型实施例提供的一种用于自动化焊接的机器人工作站,与现有技术相
比,***地轨1和第二地轨2;***地轨1上设置有***伸缩臂,第二地轨2上设置有第二伸缩
臂;***伸缩臂上安装有***弧焊机器人3,第二伸缩臂上安装有第二弧焊机器人4;控制系
统9控制***弧焊机器人3和第二弧焊机器人4对工件进行焊接,如此,由于机器人工作站设
置有双工位,工作范围更大,***弧焊机器人3和第二弧焊机器人4的应用使得工作站的自
动化程度更高,可实现变速箱、管片拼装机的自动化生产,降低了焊接劳动强度;能实现焊
接的不间断生产,有效地提高焊接生产效率,并在一定程度上解决了焊工短缺的问题。
具体地,在本实施例中,机器人控制柜和PLC控制系统连接,机器人控制柜与***
弧焊机器人3、第二弧焊机器焊接机器人连接。
具体地,***地轨1和第二地轨2平行设置。
具体地,***弧焊机器人3和第二弧焊机器人4为多关节型机器人,具备六个自由
度,驱动方式采用伺服电机驱动。
具体地,***弧焊机器人3和第二弧焊机器人4上均具有焊枪,焊枪上安装有防碰撞传感器。
本实用新型实施例中,用于自动化焊接的机器人工作站还包括:与***弧焊机器
人3匹配的***自动换枪焊接系统;与第二弧焊机器人4匹配的第二自动换枪焊接系统。
***自动换枪焊接系统以及第二自动换枪焊接系统的设置可实现特殊位置,如狭
小空间的焊接和多种焊丝,如药芯焊丝或不锈钢焊丝焊接,与现有技术相比,自动化程度更高。
具体地,在本实用新型实施例中,***弧焊机器人3和第二弧焊机器人4上均设置有喷嘴传感器。
具体地,在本实用新型实施例中,***弧焊机器人3和第二弧焊机器人4上均设置有探针传感器。
具体地,在本实用新型实施例中,***弧焊机器人3和第二弧焊机器人4均配备有自动清枪剪丝装置。
更加具体地,在本实用新型实施例中,用于自动化焊接的机器人工作站还包括电弧实时跟踪系统。
在本实用新型实施例提供的用于自动化焊接的机器人工作站中,由于配备有喷嘴
传感器、探针传感器、激光距离传感器以及电弧实时跟踪系统,与现有技术相比,定位精度
更高,可以对产品的装配、坡口以及定位偏差进行补偿,确保焊接质量;此外,还具备快速寻
位、多层多道焊及离线编程功能,能够更好地适应变速箱、管片拼装机的自动化焊接。
本实用新型实施例中,***弧焊机器人3安装于所述***地轨1上具体为,***地
轨1上安装有可沿***地轨1移动的***外部轴滑轨5,***外部轴滑轨5与***地轨1垂直
设置;***外部轴滑轨5上还设置有可沿***外部轴滑轨5移动的第二外部轴滑轨6,第二外
部轴滑轨6与***外部轴滑轨5垂直设置,***弧焊机器人3安装于第二外部轴滑轨6上。
具体地,***弧焊机器人3滑动安装于第二外部轴滑轨6上,***弧焊机器人3可沿第二外部轴滑轨6移动。
更具体地,第二外部轴滑轨6可相对***外部轴滑轨5转动。
当然也可以是,第二外部轴滑轨6在水平面的正投影与***地轨垂直。
具体地,在本实用新型实施例中,第二伸缩臂设置于第二地轨2上具体为:第二地
轨2上安装有可沿所述第二地轨移动的第三外部轴滑轨7,第三外部轴滑轨7与第二地轨2垂
直设置;第三外部轴滑轨7上还设置有可沿第三外部轴滑轨7移动的第四外部轴滑轨8,第四
外部轴滑轨8与第三外部轴滑轨7垂直设置,第二弧焊机器人4安装于第四外部轴滑轨8上。
具体地,第二弧焊机器人4滑动安装于第四外部轴滑轨8上,第二弧焊机器人4可沿第四外部轴滑轨8移动。
更具体地,第四外部轴滑轨8可相对第三外部轴滑轨7转动。
当然也可以是,第四外部轴滑轨8在水平面的正投影与***地轨垂直。
在本实施例中,两条平行地面轨道上各安装有一个三维伸缩臂,工作空间大;每套
伸缩臂上配有一套弧焊机器人,两机器人可独立工作或者同时工作,工作适应性强。具有采
用双工位,可实现20轴联动进行焊接,工作范围大,能适应不同尺寸变速箱、管片拼装机的
焊接问题,自动化程度高,可实现变速箱、管片拼装机的自动化生产,有效提升焊接稳定性,
提高焊接质量,降低了焊接劳动强度;能实现焊接的不间断生产,有效的提高焊接生产效
率;在一定程度上解决***焊工短缺问题。
具体地,在本实施例中,采用碰撞传感技术、激光传感技术、电弧实时跟踪技术以
及离线编程技术,对产品的装配、坡口以及定位偏差进行补偿,采用多层多道焊技术实现焊
缝的自动填充,实现盾构机变速箱、管片拼装机的自动化焊接;采用深熔焊技术实现厚板的
焊接,无需清根处理,大大提高焊接生产效率,改善焊接生产环境;双机器人实现对称施焊,
有效控制焊接变形,提高焊接质量。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的
一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明
将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的***宽的范围。
- 下一篇:机器人-一种机器人地轨装置
- 上一篇:工博士机器人导轨-翻转自动化工作站
